摘要:提升管耐磨热电偶短期使用就被磨穿泄漏, 热电偶被迫强行切断, 不能使用, 这曾是困扰重油催化裂化提升管温度测量的一大难题。 洛阳石油化工总厂经过5 年多的不断探索与改进, 较好地解决了此难题, 所研制使用的特耐磨热电偶已经获得了“ 实用新型”专利。
|
1 |
问题的由来 |
|
|
|
|
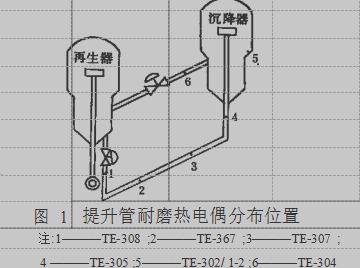
耐磨热电偶在提升管上的安装分布见图 1 所 |
|
|
|
洛阳石化总厂 1.4 Mt/a 渣油催化裂化采用提 |
示, 其中 :TE-302 为提升管反应器出口测温热电 |
|
|
升管式反应器, 反应器进料为常压渣油及油浆 ,掺 |
偶,磨损程度较小 ;TE-367 , TE-307 , TE-305 为提升 |
|
|
炼比为 18∶1 。提升管内工艺介质是气、液、固三相 |
管预提段、反应段热电偶 , 磨损程度较严重。1984 |
|
|
的混合物 , 提升管内工艺介质流速快(12 ~ 16 m/ |
年生产开工以来的使用情况见表 1 所列。 |
|
|
s), 温度高(500 ~ 650 |
℃), 反应速度快(2 ~ 4 s)。 |
2.2 提升管耐磨热电偶的探索与改进 |
|
|
|
|
目前 ,国内外催化裂化工艺都是通过测量提升管上 |
|
1)初期应用阶段(1984 ~ 1994)。当时该厂炼 |
|
|
不同部位的温度来判断和确定提升管内裂化反应 |
油加工量低, 原料油为中原油 ,生产周期较短,所使 |
|
|
的状态与过程。因此 ,提升管温度实时可靠的准确 |
用普通型耐磨热电偶头部喷涂有碳化钨硬质合金 , |
|
|
监测是指导生产平稳操作 ,保证产品质量与收率 , |
寿命一般在 2 ~ 7 个月。 |
|
|
|
|
|
确保催化裂化装置安稳长优生产的重要手段。 |
|
|
|
|
|
|
|
|
|
该厂自 1984 年开工以来, 催化提升管耐磨热 |
|
|
|
|
|
|
|
|
电偶短期使用就发生磨穿泄漏 ,这曾是困扰该厂长 |
|
|
|
|
|
|
|
|
周期安全生产的大难题。近 5 年来, 经过该厂不断 |
|
|
|
|
|
|
|
|
地探索、研制与改进, 突破了“长周期耐磨”和“隔 |
|
|
 |
|
|
|
|
|
漏”两大难关,解决了提升管耐磨热电偶长周期安 |
|
|
|
|
|
|
|
|
全运行的难题。本文介绍了该厂生产开工以来提 |
|
|
|
|
|
|
|
|
升管耐磨热电偶的使用情况, 以及研制改进过程与 |
|
|
|
|
|
|
|
|
使用效果。 |
|
|
|
|
图 1 |
提升管耐磨热电偶分布位置 |
|
2 |
提升管耐磨热电偶的使用概况及其改进 |
|
注:1———TE-308 ;2———TE-367 ;3———TE-307 ; |
|
|
|
|
4 ———TE-305 ;5———TE-302/ 1-2 ;6———TE-304 |
|
2.1 |
提升管耐磨热电偶使用概况 |
|
|
|
|
|
|
表 1 提升管耐磨热电偶使用概况 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
时间 |
|
类 |
型 |
使用寿命 |
生产周期 |
使用支数 |
使用效果 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1984~ 1987 |
|
普通型耐磨热电偶 |
2~ |
5 个月 |
1 年 |
4 |
不满意 |
|
|
|
1987~ 1994 |
|
普通型耐磨热电偶 |
6~ |
7 个月 |
1 年 |
4 |
不满意 |
|
|
|
|
|
(头部喷涂碳化钨 3 mm) |
|
|
|
|
|
|
|
|
1994.10~ 1996.3 |
|
快速切断型特耐磨热电偶 |
1.5 年 |
1.5 年 |
2 |
较满意 |
|
|
|
1996.4~ 1998.4 |
|
快速切断型特耐磨热电偶 |
|
2 年 |
2 年 |
4 |
满意 |
|
|
|
1998.4~ 1999.5 |
|
快速切断型特耐磨热电偶 |
|
1 年 |
1 年 |
6 |
满意 |
|
|
|
1999.6~ |
|
改进型隔漏特耐磨热电偶 |
|
|
|
5 |
良好 |
2)研制与试用阶段(1994 ~ 1996)。随着国内外重油催化裂化工艺的改进, 对提升管耐磨热电偶的长周期可靠运行提出了更高的要求, 国内各大热电偶生产厂家也都相继推出了各自的耐磨热电偶 , 但实际应用却没有达到预期效果。该厂结合生产实际 ,1994 年与一特殊硬质合金厂合作, 研制开发了“新型全碳化钨特耐磨热电偶头” ,耐磨耐温性能极佳, 外观为黑色。经过现场装配试制出“快速切断型特耐磨热电偶” 。试用后该热电偶没有发生磨损泄漏 ,拆下检查并经鉴定, 使用寿命可达 2 ~ 3 年 ,完全可以满足重油催化裂化装置长周期安全运行的要求。目前 ,这种特耐磨热电偶已获得“实用新型”专利(专利号为 ZL9522118.5)。
3)推广应用阶段(1996.4 ~ 1998.4)。提升管上先后使用了 4 支和 6 支特耐磨热电偶 ,结果表明 , 总体效果已达到了长周期安全运行的要求。
4)改进与提高阶段。1999 年 4 月催化裂化装置小修期间 ,对提升管耐磨热电偶进行了检修 ,换上了 5 支改进型的“隔漏特耐磨热电偶”(见图 2 所示),解决了泄漏问题。前期的特耐磨热电偶使用了原来的防漏技术, 在耐磨热电偶发生磨穿泄漏后人为将其“旋塞切断阀”强行关闭, 切断热电偶丝 , 堵住泄漏通道, 由于“旋塞切断阀”是应急切断型 ,密封效果不好, 为防止渗油起火 ,还必须事后包盒子,做进一步安全防护处理。而“改进型隔漏特耐磨热电偶”采用了“铠装卡套隔漏”技术, 从原来的“治漏”转化到了“预防”与“隔漏” ,隔漏压力可达 1 MPa , 使外泄现象永远不会发生 。
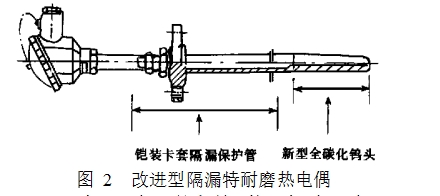
图 2 改进型隔漏特耐磨热电偶
1999 年 6 月提升管上所用的 5 支“改进型隔漏特耐磨热电偶”至今使用情况良好。
3、结束语:
提升管耐磨热电偶长周期耐磨问题曾是困扰重油催化裂化装置安稳长生产的一大难题 ,经过该厂和协作单位的联合攻关,已较好地解决了这一难题。目前还有一部分炼油厂采用缩短热电偶插入深度的办法 ,以减少热电偶头部的磨损, 但不能及时真实地反映提升管中心温度,而改进型隔漏特耐磨热电偶以其新颖实用的优良特性,必将得到推广应用。
 导
导

 一键拨号:18915186518
一键拨号:18915186518